
Ever received a batch of earbud housings that just didn't look or fit right? The frustration of inconsistent quality can disrupt production and damage your brand reputation, leaving you scrambling for solutions.
Automated injection molding ensures consistent earbud housing quality primarily by precisely controlling process parameters like temperature, pressure, and cycle time throughout large production runs.1 This reduces batch-to-batch variation, which is something manual operations struggle to replicate consistently at scale2, leading to more reliable product outcomes.
When we talk about injection molding, especially for something as critical as earbud housings, it's easy to picture robots. But the real story of automation goes much deeper than just mechanical arms. It's about what happens behind the scenes that truly impacts your final product.
What Does 'Automation' Really Mean for Earbud Housing Production?
Do you picture robots moving parts when you hear 'automated injection molding'? Many buyers do, but this overlooks the true power that improves your product's consistency and quality.
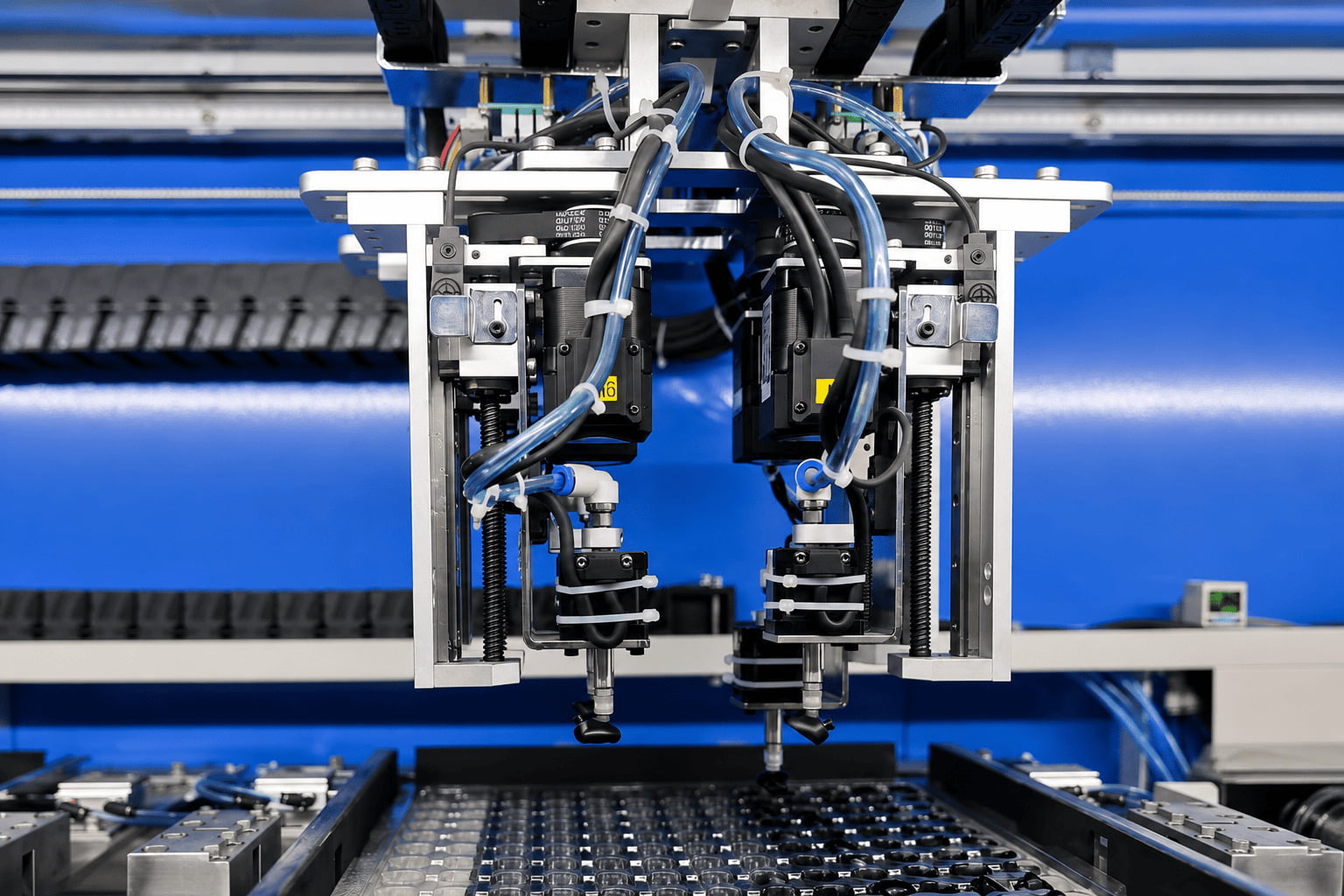
For earbud housing production, true automation means precise, continuous monitoring and adjustment of critical molding parameters like melt temperature, injection pressure, and cooling times. This constant digital control is what ensures each housing in a large batch meets the exact specifications, far beyond what human oversight can achieve.

Dive deeper into automation's real role
Beyond Mechanical Arms: The Brains of Automation
When I think about automation in our factory, I often tell people it is less about what you see and more about what the machines feel and think. Automated systems use advanced sensors. These sensors constantly measure critical factors inside the mold and the machine barrel.3 They track melt temperature, injection speed, holding pressure, and cooling time. A central computer system takes all this data. It then makes real-time adjustments to keep every single parameter within a very tight tolerance range.4 For example, if the melt temperature drifts even slightly, the system instantly corrects it. This is very different from manual operation. With manual control, an operator might only check these settings periodically. They adjust based on visual inspection or occasional measurements. This human element, while skilled, cannot match the continuous, split-second adjustments of an automated system. I recall a time when we struggled with subtle color shifts between batches. We found it often came down to small, unrecorded manual temperature tweaks. Switching to automated temperature control eliminated this inconsistency almost overnight. The consistency automation brings across thousands of units is the real value, not just the speed of part handling.
Is Higher Automation Always Cheaper for Earbud Housing Orders?
Are you assuming that 'high automation' automatically means 'low cost' for your earbud housing orders? This common belief can lead to unexpected expenses if your order volume isn't matched to the technology.
While automation can reduce unit costs for very large orders by optimizing efficiency, it carries significant upfront investment. For smaller earbud housing volumes, skilled manual operations can often be more cost-effective, meaning automation's economic benefits are only realized above a certain production threshold.
Dive deeper into automation's cost-effectiveness
The Automation Investment Threshold
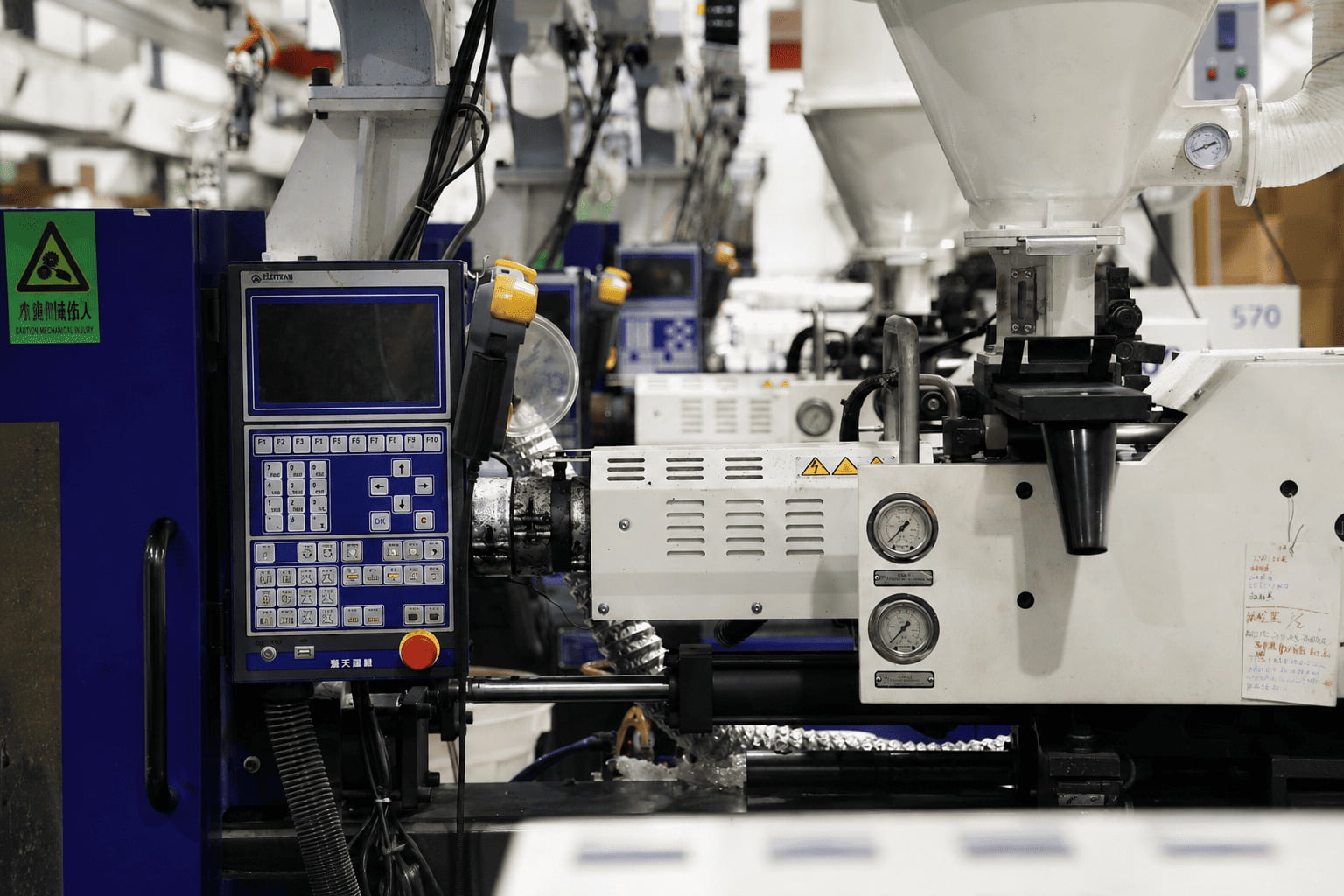
The idea that more automation always equals lower cost is a common trap for buyers. My experience has shown me that this is simply not true for every order size. Implementing full automation, which includes not just robots but also sophisticated control systems and potentially specialized molds, requires a substantial investment. This investment covers the high cost of the machinery itself, complex software, and specialized maintenance. For smaller order volumes, these high fixed costs mean the per-unit cost can actually be higher than with skilled manual labor. Manual operations, while requiring human skill, have lower overheads in terms of initial capital outlay. They offer more flexibility for quick changeovers between different products. For our clients with annual procurement volumes exceeding USD 5 million, automation truly starts to make economic sense.5 At this scale, the efficiency gains, reduced labor costs per unit, and the consistent quality over millions of units outweigh the initial investment. This is where automation drives down the long-term unit cost.
| Feature | Small Order Volumes | Large Order Volumes (>$5M) |
|---|---|---|
| Initial Investment | Lower | High |
| Cost-effectiveness | Manual often better | Automation more efficient |
| Flexibility/Changeover | High manual | Lower automation |
| Batch Consistency | Variable manual | High automation |
How Does Automation Address Common Earbud Housing Defects?
Are you puzzled by persistent earbud housing defects like color deviation or sink marks, even with a seemingly advanced supplier? Understanding the root causes shows where automation truly makes a difference, and where it doesn't.
Automated injection molding specifically tackles defects caused by parameter drift during production, such as inconsistent dimensions or flash. However, it cannot correct issues stemming from flawed mold designs or poor material quality, which are separate factors influencing final earbud housing integrity.

Dive deeper into defect resolution through automation
Pinpointing Defect Sources: Where Automation Shines
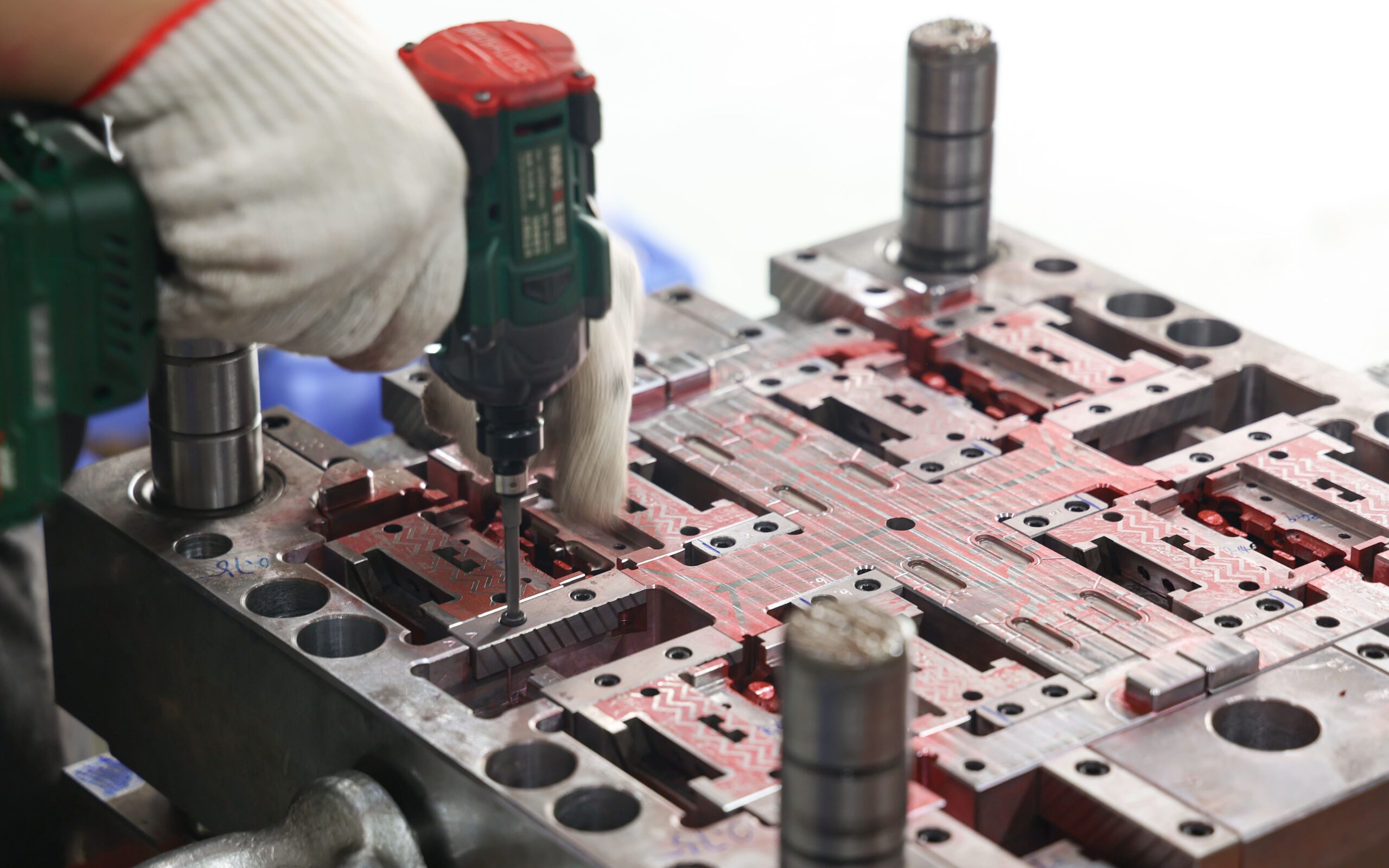
From my time working with injection molding, I have learned that most housing defects come from three main areas: mold design flaws, material inconsistency, and parameter drift during the molding process. Automated injection molding is a powerful tool, but it specifically targets the third category: parameter drift. For example, consistent melt temperature, maintained by automated systems, is crucial. If the temperature fluctuates, it can cause discoloration or "black spots" in the plastic.6 I've personally seen black spots traced back to inconsistent barrel temperatures in older, less automated machines. Now, our automated systems tightly control this. Similarly, stable injection pressure prevents defects like sink marks, where the plastic surface sinks inward, or flash, where excess material leaks out.7 Automated pressure control keeps these in check. However, automation cannot fix a poorly designed mold. If a mold has bad gating, which is how plastic flows into the cavity, or improper cooling channels, no amount of automation will prevent issues like warpage or weak spots.8 Nor can automation correct for poor quality raw material, like inconsistent plastic pellets or additives. We carefully inspect incoming materials, compliant with RoHS and REACH9, because automation builds upon a good foundation, it doesn't create one.
What Should Buyers Ask for Assured Earbud Housing Delivery and Quality?
Are you only asking about the number of machines or robot brands when evaluating suppliers for earbud housings? You might be missing the critical questions that truly impact your batch quality and on-time delivery.
To ensure stable quality and delivery, buyers should ask suppliers about specific parameter monitoring systems, cycle time variance data, and defect rate reduction metrics. Focusing on these operational details provides a clearer picture of production consistency than simply knowing the machine count or robot manufacturer.
Dive deeper into critical questions for suppliers
Beyond Machine Count: Asking the Right Questions
When I speak with potential clients, I often hear them ask about our "30+ injection molding machines" or the brands of our robots. While these indicate capacity, they don't tell the whole story about quality and consistency. To truly understand a supplier's capability for stable delivery and high-quality earbud housings, you need to ask about their process control. I always advise asking about their parameter monitoring systems. How do they track melt temperature, injection pressure, and cooling times? Do they have a digital record for every shot? What is their cycle time variance? A very tight variance, perhaps within a fraction of a second, shows precise control and predictability.10 A larger variance means less consistent parts. Ask for specific data on defect rates, not just general statements. Request historical data on batch-to-batch consistency. For example, what is the tolerance range for key dimensions, and how often do parts fall outside that range?11 My experience has shown me that suppliers who can provide this detailed, data-driven information are also the ones with the most reliable delivery schedules. This is because they have tight, measurable control over their entire production process.12
Conclusion
Automated injection molding is a powerful tool for earbud housing production, ensuring batch consistency by expertly controlling process parameters. It's a strategic investment, most beneficial for large orders, and addresses parameter-driven defects. Buyers should probe beyond equipment lists, focusing on process control data for truly reliable supply.
"Advanced Injection Molding Methods: Review - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC10489002/. Manufacturing engineering research demonstrates that tight control of injection molding process parameters significantly reduces part-to-part variation in thermoplastic components, with temperature control within ±2°C and pressure control within ±5% being critical for dimensional consistency. Evidence role: mechanism; source type: research. Supports: that precise control of injection molding parameters (temperature, pressure, cycle time) reduces product variation. Scope note: Research typically focuses on general injection molding principles rather than earbud housings specifically ↩
"Analysis of the Machine-Specific Behavior of Injection Molding ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10781171/. Manufacturing studies indicate that human operators introduce variability in process control due to factors including attention drift, inconsistent measurement intervals, and subjective adjustments, whereas automated systems maintain parameter stability within programmed tolerances across extended production runs. Evidence role: expert_consensus; source type: research. Supports: that automated systems achieve lower batch-to-batch variation than manual operations in repetitive manufacturing. Scope note: Studies may not directly compare manual versus automated injection molding for small consumer electronics components ↩
"Injection Barrel/Nozzle/Mold-Cavity Scientific Real-Time ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9268792/. Contemporary injection molding systems employ thermocouples, pressure transducers, and position sensors to monitor melt temperature, cavity pressure, screw position, and cycle timing, with data acquisition rates typically ranging from 10 to 1000 Hz depending on the parameter measured. Evidence role: mechanism; source type: education. Supports: that modern injection molding machines use multiple sensor types for real-time process monitoring. Scope note: Technical specifications vary significantly by machine manufacturer and model generation ↩
"How to use a plastic molding machine to achieve a closed loop of ...", https://www.topstarmachine.com/how-to-use-a-plastic-molding-machine-to-achieve-a-closed-loop-of-the-entire-production-process/. Modern injection molding machines utilize programmable logic controllers (PLCs) or industrial computers running closed-loop control algorithms that compare sensor readings against setpoints and adjust actuators (heaters, hydraulic valves, servo motors) within milliseconds to maintain process parameters within specified tolerances. Evidence role: mechanism; source type: education. Supports: that computerized control systems in injection molding can make real-time parameter adjustments. Scope note: The actual response time and tolerance ranges achieved depend on specific machine capabilities and process conditions ↩
"Break-even point | U.S. Small Business Administration - SBA", https://www.sba.gov/business-guide/plan-your-business/calculate-your-startup-costs/break-even-point. Manufacturing economics literature indicates that automation capital investments typically require high production volumes to amortize fixed costs, with break-even points varying widely (from thousands to millions of units annually) depending on part complexity, cycle time, labor costs, and automation sophistication. Evidence role: general_support; source type: research. Supports: that automation investment requires minimum production volumes to achieve positive return on investment. Scope note: The specific $5 million threshold cited appears to be company-specific rather than a universal industry standard, and ROI calculations are highly context-dependent ↩
"[PDF] Thermal Degradation of Plastics", https://www.appstate.edu/~clementsjs/polymerproperties/zeus_thermal_degradation.pdf. Plastics processing literature documents that excessive or inconsistent melt temperatures can cause thermal degradation of polymer chains, resulting in discoloration, black specks, or streaks in molded parts, with different thermoplastics having specific temperature windows beyond which degradation accelerates. Evidence role: mechanism; source type: education. Supports: that temperature fluctuations during injection molding can cause visual defects including discoloration. Scope note: The specific appearance and severity of temperature-related defects vary by polymer type, additives, and residence time at elevated temperatures ↩
"Injection Molding Flash Defects: Causes and Fixes - Aprios", https://www.aprios.com/insights/avoiding-sink-marks-in-injection-molding-tips-for-flawless-parts-0-0. Injection molding technical references identify that insufficient holding pressure during cooling can result in sink marks as the polymer shrinks, while excessive injection pressure or worn molds can cause flash at parting lines; however, these defects are also influenced by mold design, material properties, and cooling rates. Evidence role: mechanism; source type: education. Supports: that injection and holding pressure affect sink marks and flash in molded parts. Scope note: Pressure is one of multiple interacting factors affecting these defects, and optimal pressure settings depend on part geometry and material characteristics ↩
"How Does Gate Size Affect Part Warpage and Performance", https://madisongroup.com/video-series-how-does-gate-size-affect-part-warpage-and-performance/. Mold design engineering principles establish that gate location influences flow patterns, weld line formation, and residual stress distribution, while cooling channel design affects cooling uniformity and cycle time; both factors directly impact dimensional stability, warpage, and mechanical properties of molded parts independent of process parameter control. Evidence role: mechanism; source type: education. Supports: that mold design factors including gate location and cooling channel layout significantly affect part quality. ↩
"EU REACH", https://www.trade.gov/eu-reach. The EU's Restriction of Hazardous Substances (RoHS) Directive restricts the use of specific hazardous materials in electrical and electronic equipment, while the Registration, Evaluation, Authorization and Restriction of Chemicals (REACH) regulation addresses the production and use of chemical substances and their potential impacts on human health and the environment. Evidence role: definition; source type: government. Supports: what RoHS and REACH regulations require regarding material restrictions. ↩
"Cycle-Based Control of Injection Moulding Process in Presence of ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC11243958/. Manufacturing process control literature identifies cycle time consistency as an indicator of process stability, with lower variance suggesting better control of all process parameters; however, cycle time alone is an indirect measure, and direct monitoring of critical parameters (temperature, pressure, position) provides more definitive quality assurance. Evidence role: expert_consensus; source type: research. Supports: that low cycle time variance correlates with process stability and product consistency. Scope note: Cycle time variance is a process stability indicator but does not directly measure dimensional or functional quality of parts ↩
"Understanding Injection Molding Tolerances - Protolabs", https://www.protolabs.com/resources/blog/injection-molding-tolerances/. Quality management standards such as ISO 9001 and industry-specific guidelines emphasize dimensional conformance to specifications and defect rate tracking as fundamental quality metrics, with statistical process control methods (including process capability indices like Cp and Cpk) used to quantify manufacturing process performance. Evidence role: expert_consensus; source type: institution. Supports: that dimensional tolerance achievement and defect rates are standard quality metrics in manufacturing. ↩
"Does service-oriented manufacturing improve customer stability?", https://pmc.ncbi.nlm.nih.gov/articles/PMC11380176/. Operations management research indicates that manufacturers with higher process capability and lower process variation typically achieve better on-time delivery performance, as stable processes reduce scrap rates, rework, and production disruptions that cause schedule delays. Evidence role: general_support; source type: research. Supports: that manufacturing process control capability correlates with delivery performance. Scope note: Delivery reliability is influenced by multiple factors beyond process control, including supply chain management, capacity planning, and logistics ↩

