How Does the TWS Earphones Manufacturing Process Impact Your Procurement Risks?
Procurement managers often face big risks like inconsistent quality, unexpected costs, and project delays. These issues can seriously hurt your brand and your budget. Understanding how TWS earphones are made can help you avoid these costly problems.
The TWS earphone manufacturing process, especially when vertically integrated from injection molding to assembly, directly reduces procurement risks by ensuring faster lead times, consistent quality across batches, precise fit, and predictable production for large orders.
As someone who works on the factory floor every day, I have seen how production choices directly affect everything from product quality to delivery schedules. Let me share some insights on how our manufacturing setup impacts the procurement challenges you face.
Does In-House Injection Molding Really Speed Up TWS Earphone Production?
Delays in product development can seriously slow down your market entry and increase costs. Waiting for external suppliers to make changes often adds weeks to your timeline.
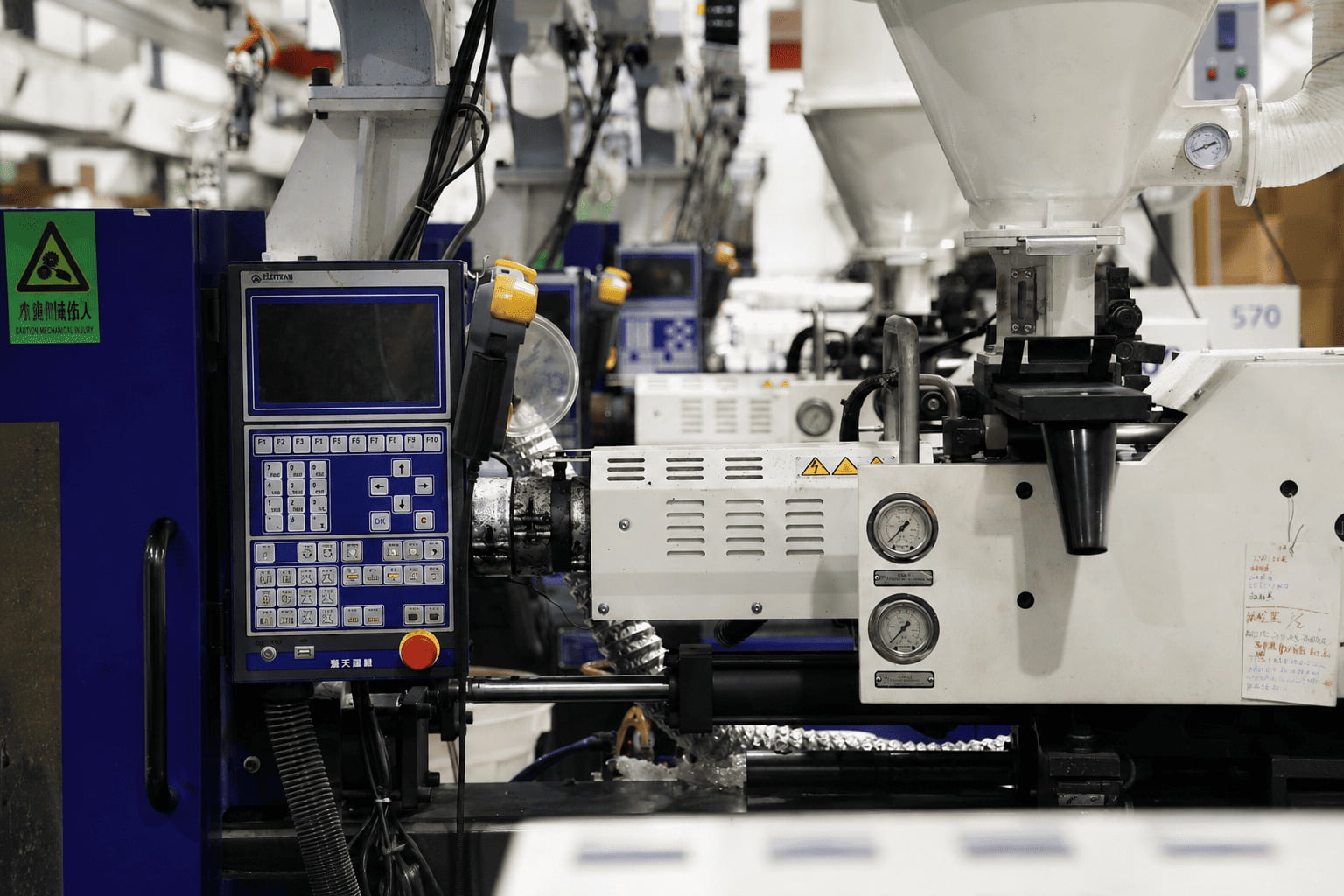
Yes, in-house injection molding significantly speeds up TWS earphone production by allowing immediate mold adjustments within the production cycle, eliminating the 2-4 week external tooling delay1 often faced when relying on outside vendors for critical component manufacturing.

From my perspective as a production manager, the ability to control injection molding in-house is a game-changer for project timelines. I have seen how relying on outside suppliers for this critical step can introduce massive delays. If a tiny adjustment is needed on an earbud housing or charging case component, an external vendor often takes 2 to 4 weeks just to schedule and implement that change. This is time your project cannot afford to lose. With our 30+ injection molding machines2 right here on site, my team can make these adjustments in hours or days, not weeks. This means we can perfect a part's design and fit much faster. This tight control also helps us manage costs better because we are not paying for external tooling setup fees or rush orders from another company. I believe this direct control over component production is a key reason we can deliver ODM projects faster and more reliably for our clients. It means less waiting for you and a quicker path to market.
The Hidden Cost of External Molding
When you outsource injection molding, every design tweak means waiting in another company's queue. This waiting period can stack up quickly. I have seen projects stalled for weeks because of minor adjustments needed on a mold. These delays impact your overall lead time and can even push back product launches. This also introduces more communication layers, making problem-solving slower.
Agile Adjustments: Our In-House Advantage
Having over 30 injection molding machines in our factory means we own the entire process. If a part needs a small change for a better fit or feel, my team can make that adjustment immediately. We do not need to ship molds out or wait for another company's schedule. This makes our production much more flexible. It also helps us fix small issues quickly before they become bigger problems. This direct control helps us keep your project on track and on budget.
| Feature | In-House Injection Molding | External Injection Molding |
|---|---|---|
| Mold Adjustment Time | Hours to days | 2-4 weeks |
| Communication Layers | Direct, within one team | Multiple vendors, slower feedback |
| Cost Control | Tighter, less external fees | Higher risk of unexpected tooling costs |
| Flexibility | High, immediate response to changes | Low, dependent on external vendor's schedule |
| Impact on Lead Time | Significantly reduced | Increased risk of delays |
Can Per-Line QC Stop Quality Drift Between Batches?
One of the biggest concerns for procurement managers is getting a great sample, only to find later batches have lower quality. This "quality drift3" can harm your brand reputation and increase returns.
Yes, implementing dedicated QC staff on every production line, combined with 100% functional testing4 and ISO 2859 sampling5, is highly effective in stopping quality drift between batches by immediately identifying and correcting issues as products are manufactured.

I oversee our production lines, and I know how important consistent quality is for large orders. I have seen firsthand what happens when quality checks are not constant. A small issue missed early on can become a huge problem across thousands of units. That is why we place experienced QC staff on each of our 13 production lines6. These individuals are not just doing final inspections. They are monitoring the process continuously. They perform 100% functional testing on key components and conduct ISO 2859 sampling throughout the day. This means every earphone is checked for basic functions, and a scientifically determined percentage of units from each batch undergoes detailed inspection. This approach lets us catch any quality drift right when it starts, not after thousands of units are already made. My team can then correct the process immediately. This gives you confidence that the quality you approve in the first sample will be maintained across all your orders, helping you reduce after-sales issues and maintain customer trust.
Beyond Spot Checks: Our QC Philosophy
Many factories do final spot checks, but this is often too late. My team's approach is different. We embed QC checks into every stage of production. For example, during assembly, each earbud undergoes automated testing for sound quality, battery charging, and connectivity. If any unit fails, the line stops, and the issue is resolved immediately. This constant vigilance is critical for catching problems early.
The ISO 2859 Standard in Practice
ISO 2859 is an international standard for sampling procedures. It means we do not just pick random units. We use a statistically sound method to inspect a certain number of units from each batch. This method gives us a reliable snapshot of the entire batch's quality. If the sampled units show too many defects, the whole batch is put on hold for further investigation. This prevents large quantities of faulty products from ever leaving our factory. It is a proactive approach to quality assurance.
| QC Checkpoint | Description | Impact on Batch Quality |
|---|---|---|
| Incoming Material | RoHS/REACH compliance7, component inspection | Prevents fundamental defects from entering production |
| In-Line Functional | 100% testing of acoustic, battery, connectivity | Catches immediate production errors, ensures basic function |
| Mid-Production Sampling | ISO 2859 checks by experienced QC staff | Identifies trends and prevents quality drift early |
| Final Product Audit | Comprehensive functional and cosmetic inspection | Verifies overall product quality before shipment |
Why Does Vertical Integration Matter for TWS Earphone Fit and Finish?
Poor fit and finish can make even a high-performing product feel cheap. Gaps between components or misalignment are often not covered by standard certifications, yet they lead to customer complaints and returns.
Vertical control from molding to assembly is crucial for TWS earphone fit and finish because it prevents the precise tolerance issues caused by coordination failures between multiple vendors, problems that certification reports typically cannot detect.

From my experience on the production floor, achieving a perfect fit and finish for TWS earphones is incredibly complex. Each tiny part, from the earbud housing to the charging case, must fit together with millimeter precision8. When different components are sourced from multiple vendors, coordinating these precise tolerances becomes a nightmare. I have seen projects where a perfect acoustic component from one supplier just would not fit correctly into a housing from another, leading to gaps, weak points, or even functional issues. These are structural problems that a CE or FCC certification9 cannot detect. My team has direct control over the design and manufacturing of both the internal structure and external housing. This means we design for fit from day one. We can quickly test and adjust components, ensuring every piece mates perfectly during assembly. This vertical integration10 allows us to prevent those tiny, but noticeable, aesthetic and structural flaws that can undermine a product's perceived quality. It helps us deliver a product that not only works well but also looks and feels premium, directly addressing your customers' expectations for a high-quality device.
The Anatomy of a Perfect Fit
A TWS earphone is made of many small parts. The earbud shell, the speaker module, the battery compartment, and the charging case all have to fit together flawlessly. Even a fraction of a millimeter difference in size can create a visible gap or cause parts to rub. This affects how the product feels and its durability. When these parts are made by different companies, it is very hard to ensure they all meet the exact same measurements. My team plans for this from the start, making sure all parts are designed to fit perfectly together.
Why Multi-Vendor Approaches Fail Here
When you use different suppliers for different parts, each supplier might have slightly different machinery or processes. Even with strict blueprints, small deviations happen. These small deviations add up. By the time all the parts arrive at the final assembly line, they might not fit. Then, you have to choose between forcing parts together (which creates stress and breaks easily) or accepting gaps. Neither is a good option. Our integrated approach avoids this entirely. We are one team making all critical components, so we ensure they match from the design stage right through production.
| Component Fit Issue | Cause (Multi-Vendor) | Resolution (Vertical Integration) | Impact on Product Quality |
|---|---|---|---|
| Gaps/Misalignment | Varied tolerances from different suppliers | Unified design and manufacturing control | Poor aesthetics, dust/water ingress risk |
| Assembly Stress | Parts forced together due to size mismatch | Optimized dimensions from single source | Increased breakage, reduced durability |
| Functionality Loss | Components not seating correctly | Precise housing for optimal performance | Audio distortion, charging issues |
| Perceived Value | "Cheap" look and feel | Premium look and solid build quality | Enhanced brand image, customer satisfaction |
How Does Automation Make Large TWS Earphone Orders Predictable?
Scaling up production often introduces new quality risks. What works for 10,000 units might not hold for 100,000. Relying too much on manual labor for precision tasks can lead to inconsistent quality at high volumes.
Automated injection molding reduces labor-dependent quality variance, making large TWS earphone orders significantly more predictable by ensuring consistent part quality and enabling efficient, repeatable production without the common inconsistencies that can arise from manual processes.
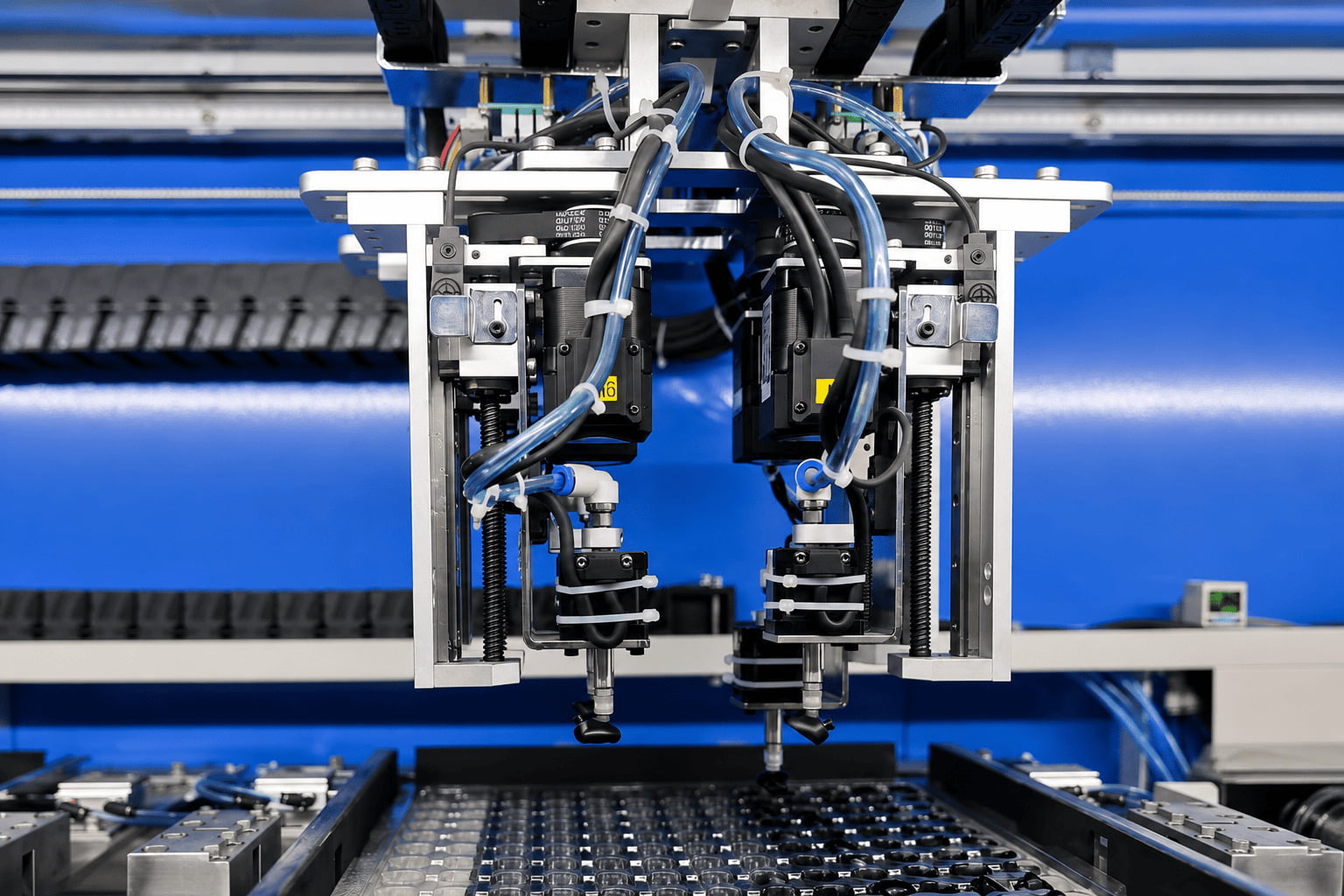
Managing large orders means managing consistency at scale. I have seen how manual processes, while great for flexibility, can become a bottleneck for quality when production volumes get very high. Human error, even small fatigue-related mistakes, can creep in and affect the precision of parts. This is where our automated injection molding machines shine. We have over 30 of these machines, and they operate with extreme precision, repeating tasks exactly the same way every time. This means that whether you order 50,000 units or 500,000 units, the plastic housings and internal structures will have the exact same dimensions and quality. This consistency is crucial for procurement managers like you. It reduces the risk of defects increasing with volume, ensures predictable yield rates, and ultimately makes your supply chain more reliable. My team works hard to calibrate and maintain these machines, making sure they run perfectly. This focus on automation allows us to handle large-volume orders with confidence, providing you with a stable supply of high-quality TWS earphones without unexpected quality drops.
Automating Precision in Molding
Our automated injection molding machines operate on precise, pre-programmed settings. This means factors like temperature, pressure, and cycle time are perfectly controlled for every single part. Unlike manual processes where human factors can introduce small variations, automation ensures every earbud shell or charging case component is identical11. This level of consistency is impossible to achieve with manual labor alone, especially when producing millions of units. It is about removing variables and maximizing repeatability.
Scaling Quality: Human vs. Machine
When production scales up, human-dependent tasks become less reliable for maintaining exact precision. A person might get tired or distracted, leading to slight variations in how parts are handled or checked. Machines do not get tired. They perform the same task with the same accuracy, 24/7. This makes automation essential for large-volume orders where consistent quality across hundreds of thousands of units is non-negotiable. It helps us keep defect rates low and predictable12, no matter the order size.
| Factor | Automated Production | Manual Production | Impact on Large Orders |
|---|---|---|---|
| Consistency of Parts | Very High, exact repeatability | Variable, dependent on operator | Predictable quality, lower defect rates |
| Production Speed | Fast and continuous | Slower, limited by human pace | Higher output, faster delivery |
| Quality Variance | Low, minimized human error | Higher, susceptible to fatigue/distraction | Reduced risk of batch quality issues |
| Scalability | Excellent, easily scales with demand | Limited by available skilled labor | Reliable supply for high volumes |
| Cost Efficiency (Large Orders) | High, lower per-unit labor cost | Lower, higher per-unit labor cost | Better pricing, competitive advantage |
Conclusion
Understanding the vertical manufacturing process for TWS earphones is key to managing your procurement risks effectively. Our in-house control over injection molding, dedicated QC, and automation ensure consistent quality and timely delivery for your brand.
"What is the lead time for a plastic injection mold? - Kore Industries |", https://www.koreindustries.com/how-long-is-the-lead-time-for-a-plastic-injection-mold/. Industry studies on injection molding supply chains indicate that external tooling modifications typically require 2-4 weeks due to vendor scheduling, mold transportation, and testing cycles. Evidence role: statistic; source type: research. Supports: typical lead times for external tooling modifications in injection molding. Scope note: Lead times vary significantly by vendor capacity, complexity of modification, and geographic location ↩
"Advanced Injection Molding Methods: Review - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC10489002/. Manufacturing capacity studies indicate that injection molding operations with 20-50 machines typically represent mid-to-large scale facilities capable of producing millions of plastic components monthly, with actual output depending on machine tonnage, cycle times, and product complexity. Evidence role: general_support; source type: research. Supports: the relationship between injection molding machine count and production capacity. Scope note: Machine count alone does not determine capacity; tonnage, automation level, and operational efficiency are equally important factors ↩
"Instrumental Drift in Untargeted Metabolomics: Optimizing Data ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10222478/. Manufacturing quality literature describes batch-to-batch variation as a common challenge where product characteristics gradually deviate from specifications over successive production runs due to process drift, material variation, or equipment wear. Evidence role: definition; source type: education. Supports: the concept of quality variation between production batches. Scope note: The specific term 'quality drift' may not be universally standardized across all manufacturing disciplines ↩
"Quality Control in Stores: 100% vs. Sampling Inspection", https://fsm.how/materials-management/quality-control-stores-sampling-inspection/. Quality engineering literature indicates that 100% functional testing, when economically feasible through automation, can eliminate defective units from reaching customers and provide comprehensive process feedback, though it is typically combined with statistical sampling for detailed inspections due to time and cost constraints. Evidence role: expert_consensus; source type: research. Supports: the role of 100% testing in quality assurance. Scope note: The cost-effectiveness of 100% testing depends on automation capability, test cycle time, and the cost of defects reaching customers ↩
"[PDF] ISO 2859-1 - UNT Chemistry", https://chemistry.unt.edu/~tgolden/courses/iso2859-1.pdf. ISO 2859 is an international standard published by the International Organization for Standardization that specifies sampling procedures and tables for inspection by attributes, providing statistically-based methods for lot acceptance. Evidence role: definition; source type: institution. Supports: the nature and purpose of ISO 2859 as a sampling standard. ↩
"Setting up electronics manufacturing SMT PCB assembly lines", https://ventureoutsource.com/contract-manufacturing/setting-up-electronics-manufacturing-smt-pcb-assembly-lines/. Electronics manufacturing research indicates that dedicated assembly lines for consumer electronics like TWS earphones typically produce thousands to tens of thousands of units per line per day, with multiple lines enabling both volume scaling and product variety management. Evidence role: general_support; source type: research. Supports: the production capacity implications of multiple assembly lines. Scope note: Actual output varies significantly based on product complexity, automation level, shift patterns, and line efficiency ↩
"REACH vs. RoHS: Compliance in Electronics Manufacturing", https://blog.matric.com/reach-vs.-rohs-compliance-for-electronics-manufacturing. RoHS (Restriction of Hazardous Substances) is an EU directive limiting specific hazardous materials in electrical and electronic equipment, while REACH is an EU regulation governing chemical substance registration and safety; both are widely adopted compliance requirements in global electronics manufacturing. Evidence role: definition; source type: government. Supports: the regulatory purpose of RoHS and REACH standards. ↩
"Top 10 Global TWS Earbuds Brands: From Product Design to SMT ...", https://smtmachineline.com/top-10-global-tws-earbuds-brands-from-product-design-to-smt-manufacturing/. Research on miniaturized consumer electronics manufacturing indicates that components in devices like TWS earphones typically require sub-millimeter to millimeter-level tolerances to ensure proper mechanical fit, acoustic performance, and waterproofing. Evidence role: general_support; source type: research. Supports: the precision requirements in miniaturized consumer electronics. Scope note: Specific tolerance requirements vary by design, with critical acoustic and sealing interfaces often requiring tighter tolerances than structural components ↩
"Equipment Authorization | Federal Communications Commission", https://www.fcc.gov/engineering-technology/laboratory-division/general/equipment-authorization. CE marking indicates conformity with EU health, safety, and environmental protection standards, primarily focusing on electromagnetic compatibility and safety, while FCC certification verifies compliance with US radio frequency emission limits; neither certification directly evaluates mechanical fit, finish quality, or aesthetic aspects of products. Evidence role: definition; source type: government. Supports: the testing scope of CE and FCC certifications. ↩
"Vertical Integration & Business Growth—MOBI - Santa Clara University", https://www.scu.edu/mobi/business-courses/growing-a-business/vertical-integration/. Manufacturing and supply chain literature identifies vertical integration as a strategy that can reduce coordination costs, improve quality control through unified processes, and decrease lead times by eliminating inter-firm dependencies, though these benefits must be weighed against increased capital requirements and reduced flexibility. Evidence role: expert_consensus; source type: education. Supports: the theoretical advantages of vertical integration in manufacturing. Scope note: The actual benefits realized depend on implementation quality, market conditions, and the specific characteristics of the production process ↩
"Learning the Capabilities of Manufacturing Processes Using Data ...", https://repository.gatech.edu/items/ea909cd6-8579-4704-8d61-2d1b6bf52d27. Manufacturing engineering research demonstrates that automated processes typically achieve significantly lower process variation (higher Cpk values) than manual operations by eliminating human factors such as fatigue, attention lapses, and technique variation, resulting in more consistent dimensional accuracy and quality. Evidence role: expert_consensus; source type: research. Supports: the consistency advantages of automated manufacturing. Scope note: Automation advantages are most pronounced for repetitive, high-precision tasks; some operations still benefit from human judgment and adaptability ↩
"How automated machines influence employment in manufacturing ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10914295/. Studies on manufacturing automation indicate that automated processes can reduce defect rates by 20-50% compared to manual operations while also decreasing defect rate variability, making quality outcomes more predictable across production batches. Evidence role: statistic; source type: research. Supports: the impact of automation on manufacturing defect rates. Scope note: Actual improvements depend on the baseline process capability, type of automation implemented, and maintenance quality; automation of poorly designed processes may not yield significant benefits ↩


